Выбор инструмента для фрезерно-брусующих лесопильных станков
Бюллетень Ассоциации «ЛЕСТЕХ» №8, 2022 г.
Количество вырабатываемой на лесопильных предприятиях технологической щепы находится в диапазоне 25–35% от объема перерабатываемого сырья, и выручка от её реализации составляет значительную часть доходов производства.
До 80% технологической щепы, вырабатываемой на современных лесопильных линиях, формируется на фрезерно-брусующих станках первого и второго ряда. Оставшиеся 20% формируются профилирующими модулями при обработке необрезных пиломатериалов или же получаются при измельчении боковой рейки, получаемой ни линии обрезки, но при этих видах измельчения – доля кондиционной щепы не превышает 30% от объема измельчаемой древесины. Фактически, более 90% кондиционной щепы лесопильного предприятия формируется на фрезерно-брусующих станках, а ее качество во многом определяется типом режущего инструмента. Конструкция дисков для фрезерно-брусующих станков выбирается в зависимости от размерных параметров распиливаемых круглых лесоматериалов, требований, предъявляемых потребителями щепы к ее фракционному составу, и климатических условий работы лесопильного производства.
Диски для фрезерно-брусующих станков с прямыми ножами
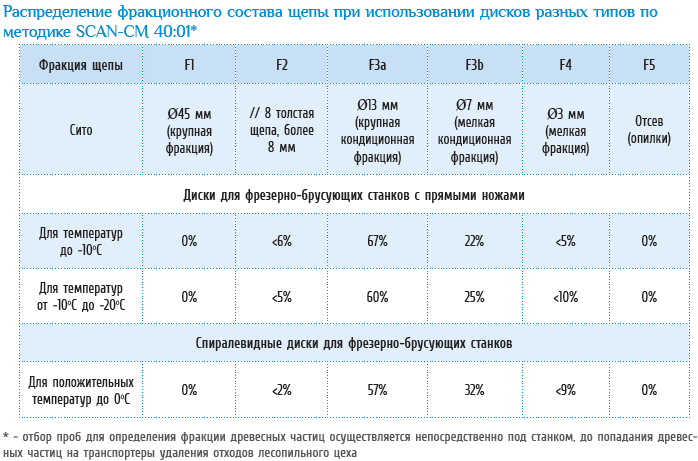
Универсальный инструмент, обеспечивающий получение технологической щепы из горбыльной зоны бревен на высоких скоростях подачи. Позволяет обеспечить стабильное качество продукции даже при отрицательной температуре воздуха. Резание древесины осуществляется вдоль волокон.
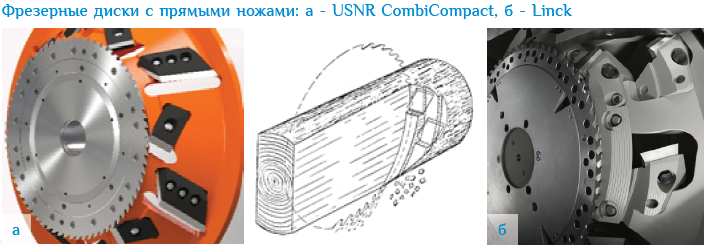
Изменяя частоту вращения, можно регулировать длину вырабатываемой технологической щепы и ее фракционный состав. При выборе дисков подобной конструкции необходимо учитывать, что резание древесины плоскими ножами является наиболее энергозатратным методом измельчения горбыльной части бревна и требует использования двигателей большой мощности. В зависимости от количества установленных ножей – 4, 6 или более – фрезерно-брусующие диски с прямыми ножами обеспечивают эффективную работу при скоростях подачи 40 и более м/мин.
Спиралевидные диски для фрезерно-брусующих станков
Особенностью использования спиралевидных дисков является возможность получения большего объема длинной фракции щепы (ø13 мм по стандарту SCAN-CM 40:01) с минимальными отклонениями по толщине. Технологическая щепа указанной фракции является наиболее востребованной на целлюлозно-бумажных предприятиях некоторых скандинавских стран. Толщина щепы зависит от геометрической формы ножа и, как правило, составляет около 7 мм. Ширина ножа фрезерного диска определяет длину технологической щепы, что позволяет оптимизировать работу инструмента в соответствии с требованиями потребителей в разных странах. При поперечном резании древесины обеспечивается самое важное требование целлюлозно-бумажных предприятий – стабильность размера фракции щепы.
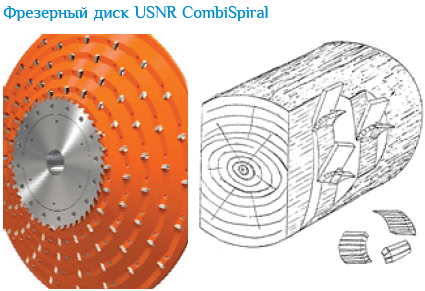
По сравнению с дисками, использующими для фрезерования горбыльной части бревен прямые ножи – спиралевидная компоновка режущего инструмента обеспечивает снижение энергопотребления на 20%. Стабильная работа спиралевидных дисков, позволяющая обеспечить выход кондиционной технологической щепы на уровне 86–90%, обеспечивается только при положительных температурах, что необходимо учитывать при выборе инструмента. Основной проблемой, при снижении температуры обрабатываемой древесины ниже 0оС, является увеличение доли игольчатой фракции F4 по SCAN 40:01, получаемой вследствие ломки щепы в поперечном направлении при ее перемещении транспортерами в лесопильном цехе.
Комбинированные диски для фрезерно-брусующих станков
Совмещение двух технологий – поперечного и продольного резания, обеспечивает возможность получения высокого выхода кондиционной технологической щепы из горбыльной части бревна при работе в любых температурных условиях с одновременным снижением энергопотребления.
Средний диаметр перерабатываемого в России сырья, на долю которого приходится максимальное количество распиливаемых бревен, – зависит от региона размещения предприятия и находится в диапазоне 14–22 см. Ножевая часть диска эффективно фрезерует горбыльную часть пиловочника при диаметрах сырья до 28 см, соответственно, до 90% технологической щепы производится прямыми ножами. При подаче на лесопильную линию толстомерных бревен, доля которых на лесопильных заводах, как правило, не превышает 20%, фрезерование сбеговой зоны бревен выполняется одновременно прямыми ножами и режущими элементами, размещенными по спирали. Комбинированная компоновка режущих элементов на фрезерном диске обеспечивает возможность его круглогодичного использования с существенной экономией энергопотребления при небольшом снижении выхода кондиционной щепы в зимний период.

Фракционный состав технологической щепы зависит не только от конструкции фрезерного диска, типа ножа и корректного подбора угловых скоростей режущих элементов, но и определяется качеством изготовления внутренней части корпуса фрезерного диска. Срезаемые древесные частицы попадают внутрь диска с большим ускорением и до их вылета из станка на выносные транспортеры – хаотично ударяются о внутренние части диска и защитного кожуха. Поверхности этих элементов должны быть гладкими, а соединительные элементы должны выполняться заподлицо и не иметь никаких выступающих частей. В ином случае – внутри корпуса фрезерного диска будет происходить разрушение щепы, что значительно снизит долю кондиционной фракции.

Фрезерные диски с консольными ножами
Оригинальную конструкцию фрезерных дисков использует финская компания Veisto Oy. Отличительной чертой является использование для резания древесины консольных ножей в форме «топора», размещенных на поверхности инструмента по спирали. Подобное крепление инструмента позволяет разместить даже на дисках небольшого диаметра большее количество режущих элементов, обеспечивая возможность получения качественной щепы на больших скоростях подачи, что особенно важно для лесопильных предприятий высокой мощности, перерабатывающих тонкомерную древесину.

Фрезерно-брусующие станки с вертикальным перемещением дисков
Интересное конструктивное решение фрезерно-брусующих станков предлагают североамериканские производители оборудования. В конструкции станков этого типа, штативы фрезерных дисков могут перемещаться по V-образным направляющим, установленным под определённым углом. Это позволяет обеспечить индивидуальную настройку станка для каждого диаметра бревен за счет центрирования фрезерных дисков по отношению к центральной оси бревна. При этом обеспечиваются постоянные параметры резания, не зависящие от диаметров перерабатываемого сырья.
Необходимо отметить, что европейские производители используют только горизонтальные направляющие фрезерных дисков. Это приводит к изменению углов резания (углов входа ножа в древесину) при обработке бревен разных диаметров, и получению различных соотношений фракций щепы при переработке всего объема пиловочного сырья.

Долговечность фрезерных дисков
Как и любой режущий инструмент – фрезерные диски имеют ограниченный срок службы. Основной фактор, оказывающий влияние на нормальный износ корпуса диска - эрозия жидкостями сложной химической природы, содержащимися в древесине и растекающимися по фрезерному инструменту в процессе измельчения горбыльных зон бревен.
Средний срок службы фрезерного диска, определенный на основании анализа работы лесопильных предприятий, обеспечивает возможность переработки 2,5–3 млн м3 круглых лесоматериалов. Вследствие эрозии, вызываемой отводом жидкости из зоны резания в радиальном направлении, происходит нормальный износ режущего инструмента – на поверхности диска появляются характерные выработанные места в виде рисок, напоминающих по форме трещины в металле.

Фрезерные диски подлежат замене, когда величина эрозии переходит в недопустимую стадию и появляется вероятность физического разрушения фрезерных дисков.
Александр Тамби, Ассоциация «ЛЕСТЕХ», д.т.н., проф. АГАТУ
Владимир Швец, управляющий офисом, руководитель продаж по России компании USNR
Алексей Бирман, д.т.н., проф. СПбГЛТУ
Ольга Полянская, к.э.н., доц. СПбГЛТУ
В числе экспертов Ассоциации:


Ольга Полянская
Кандидат экономических наук, заведующая кафедрой экономики, учета и анализа хозяйственной деятельности СПбГЛТУ
expert@alestech.ru
