Сельскохозяйственные растения в сырьевом ресурсе древесноплитного производства
Бюллетень Ассоциации «ЛЕСТЕХ» №24, 2026 г.
В стране суммарное обеспечение древесноплитных производств биомассой дерева, казалось бы, не вызывает сомнения. Тем более, что только для отдельных видов древесных плит, таких как плита древесная ориентированной структуры из крупноразмерных частиц (ОСП), предъявляются определенные требования к сырью с использованием исходной стволовой части дерева. Общим же достоинством древесноплитных производств является их «всеядность», использование отходов деревообработки, лесосечных отходов и т.д.
Логистика, как в отношении сырья, так и по отношению к готовой продукции, диктует свои ограничения. Зарубежные фирмы располагают свои новые предприятия ближе к потребителям. Так, распределение предприятий по производству древесно-стружечных плит на территории нашей страны определяется следующим образом [1]. Основная часть, около 50%, – расположена в Центральном Федеральном Округе (ЗАО «Муром», ООО «Ультрадекор ГМХ», ООО «Свисс Кроно» и т.д.), а остальные предприятия работают преимущественно в Северо-Западном (АО «ЧФМК», ООО «ШКДП») и Приволжском округах (ООО «Увадрев-Холдинг»).
Если обратиться к ситуации безлесных и малолесистых районов нашей страны, то необходимо рассмотреть сырьевую проблему с учетом целесообразности обеспечения плитной продукцией не столько производство мебели, сколько строительную отрасль, где требования к материалам гораздо шире. Такие материалы могут вырабатываться и использоваться даже по специальным нормативам. В этих районах стоит задача рационально использовать отходы переработки сельского хозяйства. Целевым при переработке зерновых культур является зерно, при переработке масличных культур – ядро. Но во всех случаях образуются побочные продукты. Большая по объему часть при обмолотке зерновых культур – солома, находит продуктивную реализацию. Менее эффективно используется рисовая лузга при переработке риса, а также подсолнечная лузга при лущении семян подсолнечника. Весьма актуально, особенно в связи с разрушением частных малоэтажных домов и других строений на юго-западной территории страны, обеспечить их ремонт и строительство стройматериалами, вырабатываемыми на основе местного сырья.
Известны работы с попытками включения сельскохозяйственных отходов в производство древесно-стружечных плит (ДСтП) с тем, чтобы минимизировать расход древесного сырья и – что не менее важно – найти рациональное использование побочным продуктам, а иногда и просто отходам, объединенным общим термином «лузга».
С.С. Глазков со своими коллегами разработал способ изготовления ДСтП из подсолнечной лузги [2], лузга включалась в том виде, как она накапливалась при переработке семян подсолнечника. При этом в связующее дополнительно вводились удорожающие рецептуру компоненты, а прочность плит оказалась низкой для требований стандарта на ДСтП [3].
С.А. Угрюмов в статье [4] приводит сходства костры льна с древесиной и использует основные положительные стороны костры с целью полного или частичного замещения основного сырья – древесной стружки. Плиты, изготовленные по технологии ДСтП с применением костры льна, имеют низкие физико-механические характеристики вследствие неравномерного распределения связующего из-за разницы в величинах поверхностного натяжения связующего и костры.
В книге [5] содержатся результаты разработки плит строительного назначения типа ДСтП с использованием карбамидоформальдегидного связующего (КФС) из рисовой лузги, поставляемой с насыпной плотностью 85–160 кг/м3. Химический состав лузги варьирует в широких пределах: сернокислотного лигнина содержится 19–24%, α-целлюлозы 30–36% и очень высокое значение содержания золы – 13–30%. Наличие белка в лузге, достигающего до 7,3%, открывает возможность минимизировать токсичность плит по формальдегиду за счет реакции белка со свободным CH2O. Отмеченная реакция важна, поскольку минимально необходимый расход КФС должен быть повышен и составлять 15 мас. %, что при отверждении сопровождается соответственно повышенной эмиссией формальдегида.
Условия прессования: увеличена продолжительность, установлены ограничители на поддоне по всему периметру плиты, что превращает систему в полузамкнутую форму. Плиты должны иметь плотность 850 кг/м3, прессоваться при температуре 180ºС в течение 0,75 мин/мм. Достигаемая прочность при изгибе составляла 12 МПа. Расчет показывает, что производство, если его реализовать, может оказаться дотационным из-за увеличенного расхода связующего и повышенной продолжительности процесса горячего прессования.
Известны и другие попытки включить растительные сельскохозяйственные отходы в производство композиционных материалов типа ДСтП. Однако они не привнесли в плитную подотрасль каких-либо положительных результатов. Нетрудно заметить, что это связано с неполной проработкой особенностей этих наполнителей в отношении плитообразования и недостаточным поиском учета их поведения в процессе горячего прессования. Для большинства исследователей, занимающихся включением сельскохозяйственных отходов в производство ДСтП, характерна одна общая черта – попытка включать имеющиеся отходы в том виде, как они образуются у переработчика без попыток направленного изменения специфики формы и физико-химических свойств заменителей, что, следовательно, приводило к получению материалов низкого качества.
В настоящем сообщении мы сконцентрировали свое внимание на использовании подсолнечной лузги. Подсолнечник произрастает в южных регионах, при его переработке на масложировых предприятиях ежегодно образуется около 6 млн т лузги. Рациональное использование лузги, кроме опытных попыток, фактически не найдено. Следовательно, имеется необходимость технологического решения с целью замещения древесного сырья подсолнечной лузгой как быстрорастущим однолетним растением. А для этого необходимы научно-исследовательские и опытно-конструкторские работы, чтобы эти материалы отвечали требованиям потребителя с необходимыми качествами для достаточно прочного межчастичного взаимодействия структурных элементов.

Из наших предварительных исследований вытекает композиционный подход, где некоторая часть древесных частиц образует в структуре прочностной скелет, а другая часть из специально трансформированных частиц лузги дополняет структуру без отрицательного влияния на прочность и создавая монолитность древесно-лузговой плиты (ДЛП). Подход к разработке материала с необходимостью модифицирования лузги вытекает из модели, в которой использована лузга в том виде, как она образуется при лущении и частицы имеют форму «лодочки». Такая мысленная модель приведена на рис. 2, где связующее наносится не сплошным слоем, как, например, в производстве фанеры, а распылением связующего на множество мелких частиц – стружек, частиц лузги, с дискретным покрытием некоторой части их поверхности. В соответствии с этим образуются места, где связующее вовсе не попадает на контактирующие микроучастки поверхности, и тогда в этих микроучастках между частицами образуются локальные (точечные) дефектные соединения. Модель объясняет неудовлетворительную монолитизацию материала, когда скелетная структура из древесных частиц и использование лузги в исходной форме «лодочек» не обеспечивает плотного прилегания обоих компонентов друг к другу.
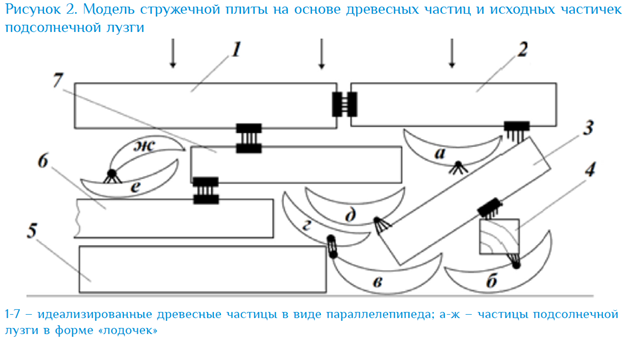
Здесь уместно напомнить производственный опыт, когда замена древесины сосны и березы в изготовлении ДСтП осиной и ольхой, древесина которых отличается более низкой плотностью, снижала плотность и прочность плит. Полученная из сосны стружка более плоская и более гладкая, что позволяет обеспечить более плотный контакт склеиваемых поверхностей частиц и получать более прочный материал [6]. Однако стоимость соснового сырья практически исключает его широкое использование в производстве стандартных ДСтП. Очевидные недостатки плит, получаемых по приведенной модели, приводят к целесообразности изменить форму используемых частичек лузги.
Исправить геометрическое несоответствие межчастичных контактов возможно физическим модифицированием исходной подсолнечной лузги путем её «уплощения». Введенный термин «уплощение» отражает процесс перевода формы «лодочка» в более плоское состояние с приближением ее формы к параллелепипеду, чтобы в уменьшенном варианте она соответствовала идеальной форме древесных частиц. Для этого была собрана простая установка, схематически показанная на рис. 3.
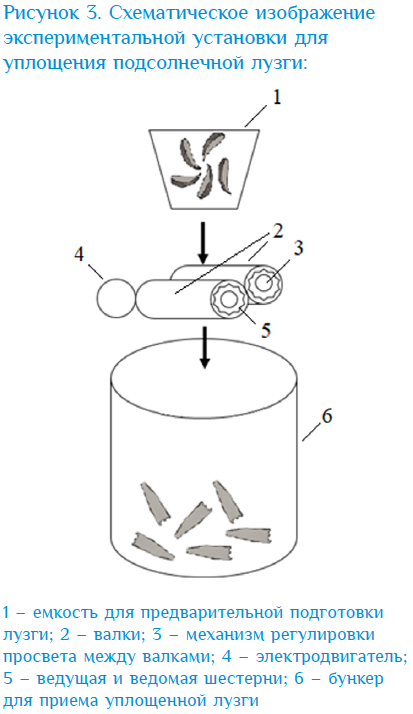
Предварительная подготовка лузги содержит приемы, основанные на снижении температуры стеклования за счет пластификации с тем, чтобы минимизировать степень разрушения при прохождении между валками. По нашим данным [7], без физико-химической подготовки расстекловывание лузги начинается при неприемлемой для технологии температуре.
«Механическое модифицирование» обеспечивает при оптимальном просвете между валками двойной результат. Во-первых, приводит лодочкообразные частицы лузги в иную форму, необходимую для соответствия укладки совместно с древесными частицами. Этим достигается значительно большая прочность ДЛП, чем та прочность, которая может быть получена, если использовать лузгу в исходном после лущения виде. Во-вторых, благодаря шероховатости используемых валков, при прохождении лузги в вальцах происходит частичное разрушение поверхностного кутикулярного слоя и улучшается смачиваемость частиц лузги водным раствором КФС, в результате чего возрастает работа адгезии.
Улучшение смачиваемости лузги при технологической операции уплощения и, следовательно, создание условий для повышения прочности склеивания, можно видеть из данных таблицы.
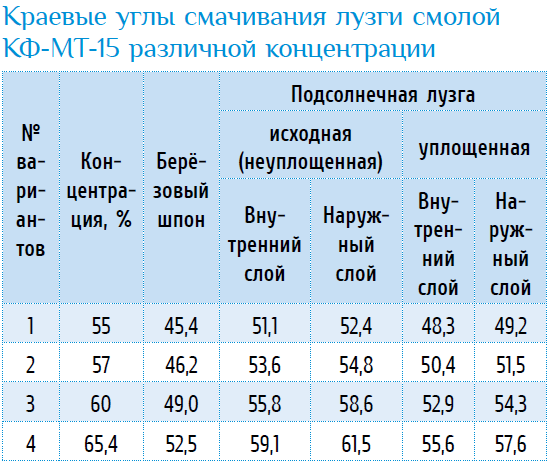
Смачивание для разных условий возрастает в среднем на 6 ± 1,8% как для наружного, так и для внутреннего слоя. Древесина же, в частности березовый шпон, более гидрофильна и смачивается лучше, чем лузга. Компенсировать некоторое различие в показателях работы адгезии, которое наблюдается в пользу древесины, можно увеличением расхода связующего. Таким образом, оба эффекта – геометрический и физико-механический, реализуемые при уплощении лузги на вальцах, обеспечивают приближение лузги к требованиям для изготовления плитного продукта с реальными потребительскими качествами.
При модифицировании на вальцах частички претерпевают определенные изменения вследствие некоторого механического разрушения: вершинки лодочек в своем большинстве отделяются и образуют так называемый отход. Статистика показала, что желаемая по форме фракция лузги составляет 87,5 ± 6% при P = 0,95. Отсеянная доля мелочи – около 12,5%, пригодна для более глубокого измельчения и скармливания крупному рогатому скоту. Мелочь может найти и другое применение, что не входит в задачу исследования этой статьи.
В результате 87,5% кондиционных частиц лузги, которые хорошо совмещаются с древесными частицами при формировании исходного ковра, пригодны для совместного использования. При этом учитывается специфика вариантов клеевых соединений, поэтому на частицы лузги наносится при осмолении увеличенное количество связующего - 12 мас. % на основе КФС, тогда как на древесные частицы всего лишь 8–10 мас. %. Различие в расходе связующего обусловлено необходимостью создания многоточечных контактов клеевых соединений. В вариантах с участием лузги, обладающих меньшей поверхностью и меньшей смачиваемостью, расход увеличен. Тогда как нанесением на древесные частицы, как обладающие большей поверхностью, указанным расходом обеспечивается достаточно прочный контакт клеевых соединений. Меньшая поверхность уплощенных частиц лузги для прочного и жесткого контакта требует повышенного расхода связующего.
Включенная в композицию лузга даже после модифицирования снижает прочность ДЛП, в том числе по причине более низкой когезионной прочности, поскольку модифицирование не только не повышает ее собственную прочность, но и, при деформационном на нее воздействии в процессе уплощения, даже несколько снижает. Смачиваемость лузги улучшается, но все-таки не достигает значений, присущих древесине. Однако нетрудно видеть, что снижение прочности менее существенное, чем в случае использования исходной лузги. Влияние модифицированной лузги на прочность композита линейное и описывается уравнением:
σДЛП = σДСП - k∙mл,
где, σДЛП – прочность древесно-лузговой плиты, МПа; σДСП – прочность древесно-стружечной плиты, МПа; k – эмпирический коэффициент; mл – доля модифицированной лузги в композиции.
Рассчитанное значение k, по данным испытания ДЛП различных рецептур, равно 16,9 и сохраняется при различной доле модифицированной лузги в композиции.
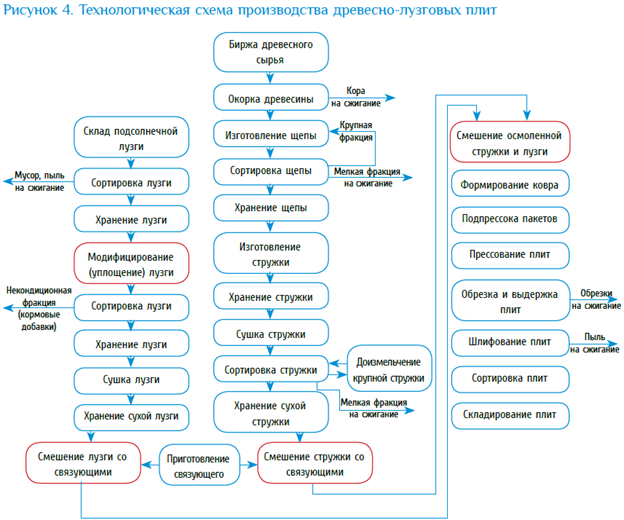
Ноу-хау является узел осмоления лузги в отдельном потоке, предполагающий повышенное тонкодисперсное нанесение с увеличенной степенью измельчения капель связующего, направляемое на осмоление модифицированной лузги. Чтобы увеличить количество точечных контактов, необходимо увеличить дисперсность связующего по сравнению с вариантом осмоления древесной стружки.
Эти особенности привели к разработке технологической схемы, представленной на рис. 4.
Проверка изготовленных экспериментальных ДЛП лабораторией ООО «Завод Невский Ламинат» пос. Дубровка Ленинградской обл. подтвердила, что параметры создаваемого продукта соответствуют требованиям на материал, который предназначается для индивидуального малоэтажного домостроения.
Создавая техническую документацию на ДЛП, следует предусмотреть характеристику материала, приняв в качестве основы следующие параметры:
- плотность материала – 700–800 кг/м3;
- предел прочности при изгибе – 16–18 МПа;
- модуль упругости при изгибе – 2650–2950 МПа;
- прочность при растяжении перпендикулярно пласти плиты – 0,12–0,14 МПа;
- разбухание по толщине за 24 часа – 40–45%;
- водопоглощение за 24 часа – 85–88%;
- эмиссия формальдегида – 9–10 мг/100 г абс. сух. плиты;
- толщина 10 мм.
Экономический расчет для плит специфической области стандартного домостроения показал, что окупаемость производства ДЛП мощностью 50 тыс. м3 в год при использовании устаревшего оборудования технологических линий ДСтП как среднее значение от начальной цены с поправкой по курсу и металлолома, как его возможная утилизация, составит около 3-х лет, включая дооборудование и перемонтаж технологической линии. Такое решение рационально при частичном использовании в композиции плит в качестве сырья подсолнечной лузги – отхода, образующегося, при получении подсолнечного масла. При этом есть возможность воспользоваться оборудованием, непригодным к дальнейшей модернизации в рамках традиционного производства стандартных ДСтП. Это окажется более рентабельно, чем его простая утилизация посредством сдачи в металлолом.
ВЫВОДЫ
Показана возможность частичной замены древесного сырья подсолнечной лузгой в изготовлении нового вида плит – древесно-лузговых плит с предварительным «механическим модифицированием» лузги путем уплощения на простой установке вальцевого типа с валками заданной шероховатости и использованием при ее осмолении форсунок, создающим поток КФС повышенной дисперсности. Оптимизировано соотношение структурных составляющих, равное массовому соотношению древесных частиц фракции 5/2 и частиц лузги, в композиции материала при доле КФС 12% по сухим веществам. Определены, без учета масштабного фактора, технологические параметры прессования: температура 170ºС, максимальное давление 3 МПа с продолжительностью 0,5 мин/мм, толщина готовых плит 10 мм.
А.А. Леонович, Л.В. Замазий, СПбГЛТУ им. С.М. Кирова
В числе экспертов Ассоциации:

Андрей Митченко
Заместитель генерального директора по качеству АО «Шмидт энд Олофсон», к. с.-х. н.
sokachestvo@yandex.ru

