Повышение стойкости режущего инструмента: от факторов износа к регламентированному обслуживанию
Бюллетень Ассоциации «ЛЕСТЕХ» №23, 2026 г.
Повышение стойкости режущего инструмента является одной из ключевых задач обеспечения эффективности деревообрабатывающего производства. Срок службы инструмента определяется не только применяемыми для его изготовления материалами, но и условиями эксплуатации, режимами обработки и уровнем организации сервисного обслуживания. Своевременный контроль износа и соблюдение регламента обслуживания позволяют обеспечить стабильность производственного процесса и снизить совокупные затраты предприятия, связанные с эксплуатацией режущего инструмента.
ИЗНОС РЕЖУЩЕГО ИНСТРУМЕНТА В ПРОЦЕССЕ ДЕРЕВООБРАБОТКИ
В деревообрабатывающем производстве режущий инструмент работает при высоких скоростях, повышенных температурах и значительных нагрузках. В этих условиях постепенно изнашиваются зубья дисковых пил, режущие кромки фрез и сверл. Основными зонами контакта являются передняя грань зуба, по которой движется стружка, и задняя грань, взаимодействующая с обрабатываемой заготовкой. Трение в этих зонах приводит к постепенному износу контактных поверхностей и разрушению режущей кромки. В результате изменяются геометрические параметры рабочей части инструмента и происходит износ и затупление режущей кромки.
В процессе эксплуатации различают износ зуба и затупление режущей кромки. Износ связан с фактической потерей металла, тогда как затупление характеризуется изменением формы и сглаживанием кромки без существенного уменьшения размеров зуба. Оба явления ухудшают условия резания: снижается качество обработанной поверхности и возрастает потребляемая мощность. В результате инструмент направляется на обслуживание не только при достижении предельного износа, но и при ухудшении качества обработанной поверхности заготовок, потере точности размеров деталей, росте вибрации, шума и увеличении потребляемой мощности. Характер и скорость износа при этом определяются совокупностью действующих факторов. Существенную роль играет абразивное действие минеральных веществ, пыли, клея и пропиточных составов, которые интенсифицируют изнашивание металла. Дополнительное влияние оказывают переменные контактные нагрузки в зоне резания, связанные с действием касательных и нормальных сил, что приводит к микровыкрашиванию, разрушению поверхностного слоя металла и ускоренному затуплению режущей кромки. Перегрев инструмента при недостаточно эффективном отводе тепла вызывает изменение свойств поверхностного слоя металла и ускоряет его разрушение.
ФАКТОРЫ, ВЛИЯЮЩИЕ НА СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА
Скорость изнашивания инструмента во многом определяется соответствием его конструкции и режимов работы поставленной производственной задаче. Неправильная форма зубьев, несоответствующее число оборотов шпинделя, что приводит к отклонениям от оптимальной величины подачи древесины на зуб режущего инструмента, недостаточно жёсткое базирование заготовки и использование неправильно подобранного инструмента на высокопроизводительном оборудовании существенно ускоряют износ. Нарушение этих условий приводит к перегреву корпуса пилы, интенсивному загрязнению поверхностей смолами, и при грубых нарушениях режимов эксплуатации — к разрушению напаек и аварийному выходу инструмента из строя.
СЕРВИСНОЕ ОБСЛУЖИВАНИЕ КАК ФАКТОР ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
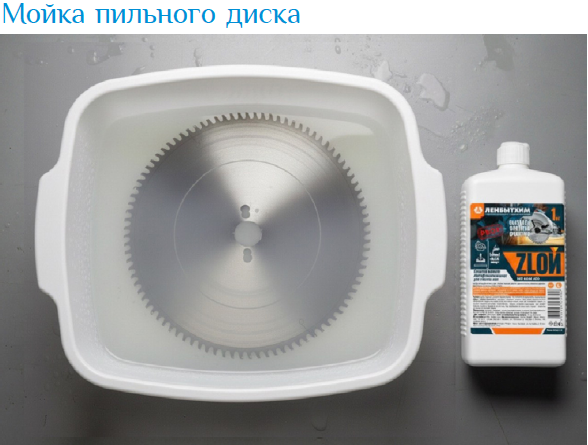
Несвоевременное проведение диагностических и сервисных работ приводит к росту затрат на приобретение нового инструмента, увеличению простоев оборудования и снижению эффективности производственного процесса. Обслуживание режущего инструмента может осуществляться как силами собственного заточного подразделения, так и с привлечением специализированных сервисных организаций. В обоих случаях ключевым фактором остаётся соблюдение регламентов и контроль состояния инструмента. Одной из наиболее эффективных и при этом сравнительно простых операций по увеличению работы режущего инструмента является регулярная очистка пильных дисков от смолы и других загрязнений. Смолисто-пылевой слой увеличивает трение в пропиле, ухудшает теплоотдачу, способствует перегреву корпуса пилы и ускоренному износу зубьев. Практика показывает, что систематическая мойка инструмента позволяет увеличить срок его службы между переточками и обеспечить более стабильную работу пилы. Чистый инструмент меньше нагревается, обеспечивает ровный и предсказуемый рез, снижают нагрузку на привод и шпиндельные узлы оборудования.
СОВРЕМЕННЫЕ СРЕДСТВА УХОДА ЗА РЕЖУЩИМ ИНСТРУМЕНТОМ
Для очистки пил используется широкий ассортимент средств — от нефтяных растворителей до специализированных профессиональных составов. Наиболее рациональным решением являются водорастворимые щелочные составы с ингибиторами коррозии, разработанные для обслуживания режущего инструмента.
К данной категории средств относится, в частности, концентрат Zlой — отечественное средство на водной основе, предназначенное для удаления смолистых и клеевых загрязнений с поверхностей режущего инструмента. Рабочий раствор готовится в соотношении 1:5, сохраняет эффективность в течение месяца при хранении в закрытых ёмкостях. Время очистки пилы обычно составляет 15–20 минут в зависимости от уровня загрязнения. Использование таких составов не оказывает негативного воздействия на металл корпуса пилы и пайку зубьев, а также позволяет сохранить режущие свойства инструмента при многократных циклах очистки и заточки.

ЭКОНОМИЧЕСКИЙ ЭФФЕКТ РЕГЛАМЕНТИРОВАННОГО УХОДА
Внедрение регламентированной системы ухода за режущим инструментом положительно сказывается на стабильности работы оборудования и экономических показателях предприятия. Регулярная очистка, своевременная заточка и контроль износа позволяют увеличить срок службы инструмента, сократить количество внеплановых остановок и обеспечить стабильное качество обработки древесины.
Для закрепления эффекта рекомендуется разработка локальных стандартов обслуживания режущего инструмента и ведение журнала «очистка — заточка — эксплуатация», позволяющего системно отслеживать состояние инструмента и управлять его ресурсом.
Ирина Михайлова, Ассоциация «Лестех»
Анна Михайлова, СПбГЛТУ им. С.М. Кирова


